在现代化工、石油、制药等高风险工业领域,安全生产是永恒的主题。其中,气体泄漏和氧气浓度失控是引发火灾、爆炸、中毒等重大事故的两大核心风险源。为此,固定式可燃有毒气体探测器和离心机反应釜在线氧含量分析仪,如同工业现场的“电子哨兵”与“智能卫士”,共同构筑起一道坚不可摧的生命与财产防线。
工业安全的“无声守护者”:固定式可燃有毒气体探测器
想象一下,在庞大的化工装置区、深邃的矿山巷道或繁忙的天然气输配站,无数肉眼无法察觉的气体分子正在悄然流动。其中,既有易燃易爆的甲烷、氢气、丙烷,也有毒的一氧化碳、硫化氢、氨气。固定式可燃有毒气体探测器,正是为了全天候监控这些“隐形杀手”而诞生的关键安全设备。
它的核心使命是预警。 不同于便携式检测仪,它被安装在可能发生泄漏的关键点位,基于催化燃烧、电化学、红外或PID光离子等先进传感原理,对特定气体浓度进行24小时不间断的连续监测。一旦环境中可燃气体浓度达到爆炸下限的某个百分比,或有毒气体浓度超过安全阈值,探测器会瞬间做出反应。
这款守护者拥有多项“过人本领”:
敏锐的“嗅觉”:采用高性能传感器,对目标气体具有高的灵敏度和选择性,能够准确分辨并测量极低浓度的气体,实现早期预警。
坚强的“体魄”:通常具备高的防护等级(如IP67),能够抵御粉尘、水淋甚至短时间浸泡;其防爆设计(如Exd IIC T6)确保它能在易燃易爆危险场所稳定工作,自身不会成为点火源。
智慧的“大脑”:内置微处理器和智能算法,不仅响应速度快、数据稳定,还能实现故障自诊断、温度自动补偿,防止误报警。
便捷的“交互”:支持红外遥控操作,维护人员无需攀爬或开盖即可进行校准、设置,大大降低了维护风险和难度。
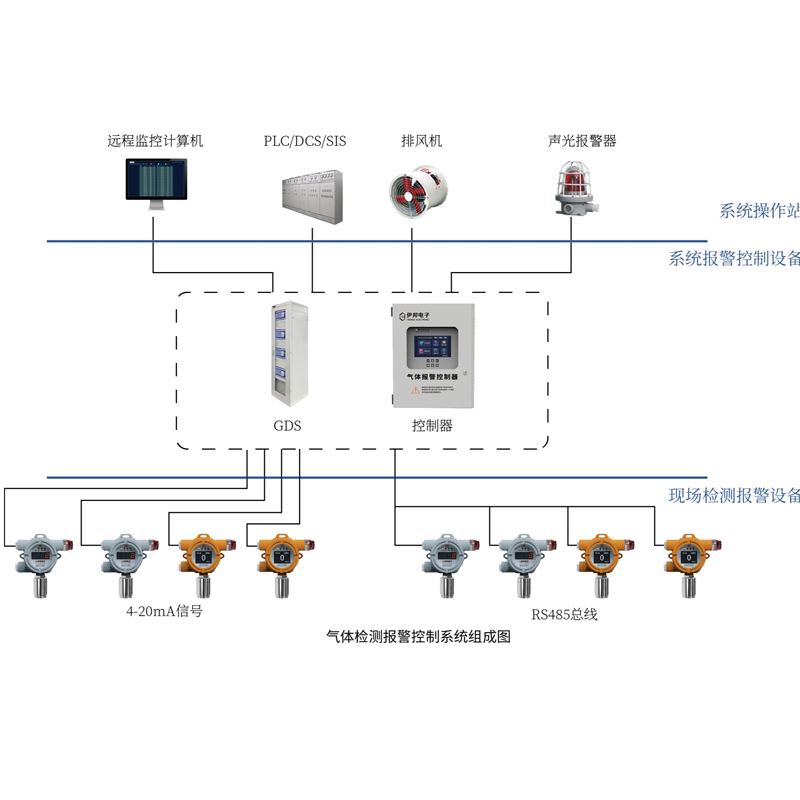
*的“联动”:探测器可输出标准信号(如4-20mA、RS485)接入工厂的控制系统,并能驱动声光报警器,甚至联动风机、电磁阀、喷淋系统等设备,在报警时自动启动应急措施,形成主动防护。
从石油炼化到市政燃气,从污水处理到食品酿造,它的身影无处不在,默默守护着每一处可能因气体泄漏而陷入危险的角落。
工艺安全的“精准调控师”:离心机反应釜在线氧含量分析仪
如果说气体探测器防范的是“外泄”风险,那么在离心机、反应釜这些核心工艺设备内部,另一种风险同样致命——氧气浓度失控。在处理易燃易爆溶剂或进行某些特定化学反应时,设备内部空间如果氧气含量过高,极易形成爆炸性环境,一个静电火花就可能引发灾难。
离心机反应釜在线氧含量分析仪,正是为了精准控制这一风险而设计的专用设备。它通过一套精密的采样、预处理和分析系统,实时、连续地测量设备内部的氧气浓度。
它的工作原理犹如一位严谨的化验师: 通过采样探头从设备内部抽取气体样品,经过冷凝、过滤、干燥等预处理步骤,去除其中的水分、颗粒物和干扰成分,然后将洁净的样气送入核心的氧传感器(常用电化学或氧化锆原理)。传感器产生与氧浓度成正比的电信号,经处理后转换为直观的浓度值显示并上传。
它的价值在于“主动干预”而非被动报警:
实时监控,一目了然:持续显示设备内的实时氧含量,让操作人员对安全状况心中有数。
双级报警,层层设防:可设置低限、高限等多级报警点。当氧浓度接近危险值时发出预警,超标时则触发紧急报警。
自动联锁,本质安全:这是其最核心的功能。一旦氧浓度超过安全设定值,分析仪会立即输出信号,自动联锁控制氮气阀门开启,向设备内注入惰性气体(如氮气)进行置换,迅速将氧浓度降低至安全范围以下;同时,可联锁切断设备电源,从源头消除爆炸条件。这正是国家《精细化工企业安全管理规范》等强制标准所要求的核心安全措施。
适应恶劣环境:针对工艺气体可能具有腐蚀性、高温、高湿等特点,分析仪的系统柜、采样管路和传感器通常采用不锈钢等耐腐蚀材料,确保长期可靠运行。
在制药、农药、染料等精细化工行业,它已成为保障离心、干燥、反应等关键工序安全运行的标配,显著降低了爆炸事故风险。
双剑合璧:构建完整的工业安全防护体系
固定式可燃有毒气体探测器和离心机反应釜在线氧含量分析仪,虽然监测对象和应用场景有所侧重,但它们在工业安全体系中相辅相成,缺一不可。
防“外”与控“内”:探测器主要防范工艺管道、储罐、车间环境等外部空间的可燃/有毒气体泄漏与积聚;而氧分析仪则专注于管控反应釜、离心机等密闭设备内部的工艺气氛安全。
预警与阻断:两者都具备报警功能,但氧分析仪更进一步,集成了自动联锁控制功能,实现了从“监测报警”到“自动处置”的闭环安全控制,体现了更高的主动安全水平。
全面防护:对于一个现代化的化工企业,既需要在厂区周界、生产装置区、储罐区、装卸站等位置布设密集的气体探测器网络,也需要在每一个存在易燃易爆工艺过程的离心机、反应釜上安装在线氧分析仪。二者结合,才能实现从周边环境到核心生产单元的全面、立体化安全监控。




 欢迎来到
欢迎来到
 产品分类
产品分类
 相关文章
相关文章
 南京伊邦电子科技有限公司
南京伊邦电子科技有限公司 收货人:业晨
收货人:业晨 手机:17768141949
手机:17768141949 地址:南京市江宁区高湖路105号
地址:南京市江宁区高湖路105号