南京伊邦电子科技有限公司
专注气体检测设备产品生产十余年17768141949



详细介绍
AXF100固定式粉尘浓度检测仪是一款专为工业环境设计的粉尘监测设备,其核心功能是实时、精准地检测空气中粉尘浓度,并通过声光报警及数据传输功能,为安全生产提供关键保障。以下从技术特性、核心功能、应用场景及优势四个维度展开介绍:
技术特性
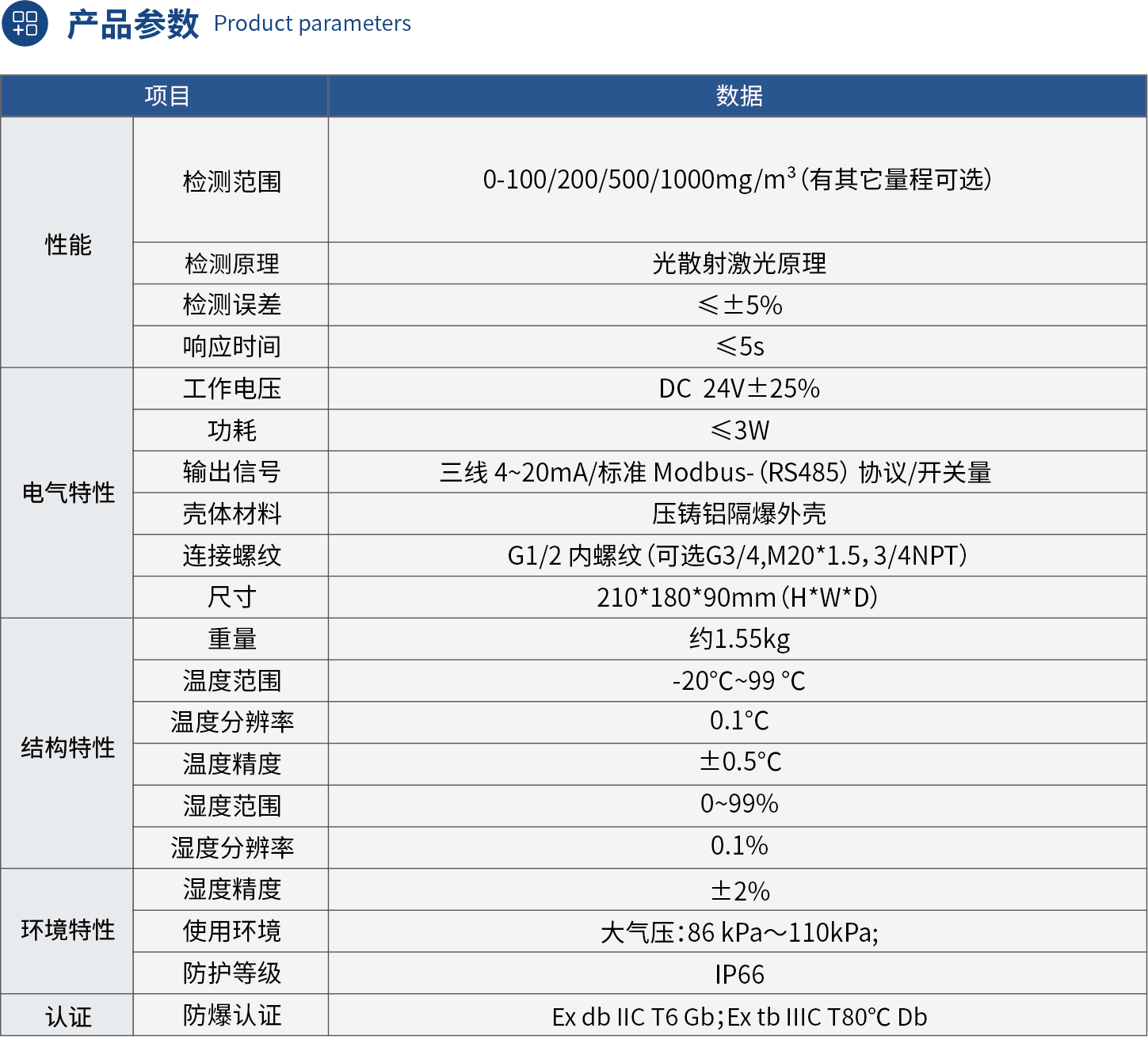
检测原理:采用光散射激光原理,通过发射特定波长激光与粉尘颗粒发生散射,根据散射光强度与颗粒密度的线性关系,精准计算粉尘浓度。该技术响应速度快(≤5秒),检测误差≤±5%,确保数据实时性与准确性。
传感器配置:搭载进口高精度传感器,结合高速处理电路,实现信号稳定输出。同时集成温湿度传感器,支持全量程范围的温度数字补偿,温湿度实时显示,避免环境因素干扰。
防爆设计:通过Exd II CT6 Gb防爆认证,适用于1区和2区危险场所,如化工、石油、煤矿等易燃易爆环境,确保设备安全运行。
核心功能
实时监测与报警:支持24小时连续在线监测,粉尘浓度超标时触发声光报警,并可通过继电器输出联动现场风机、除尘器等设备,实现自动化控制。
多信号输出:提供4-20mA电流信号、RS485数字信号及开关量输出,兼容PLC、DCS系统及上位机软件,便于数据集成与远程管理。
数据记录与显示:高分辨率显示屏实时显示浓度值、量程、温湿度等参数,支持数据本地存储,方便后续分析。
应用场景
广泛应用于水泥厂、面粉厂、化工厂、建筑工地等高浓度粉尘场所,以及矿山、冶金、电力等行业的粉尘污染监测,助力企业符合环保排放标准,降低爆炸、火灾等安全风险。
优势总结
AXF100以高精度、高稳定性、强适应性为核心优势,兼顾防爆安全与智能化管理需求。其模块化设计降低了安装与维护成本,长期运行费用较低,是工业粉尘监测领域的性价比之选。


产品咨询
 欢迎来到
欢迎来到
 产品分类
产品分类
 相关文章
相关文章
 南京伊邦电子科技有限公司
南京伊邦电子科技有限公司 收货人:业晨
收货人:业晨 手机:17768141949
手机:17768141949 地址:南京市江宁区高湖路105号
地址:南京市江宁区高湖路105号